INDUSTRY & ENERGY TRANSITION
Leverage our sealing expertise in applications such as hydrogen, CCUS, LNG,
alternative fuel production or sustainable plastics for a low-carbon future.

You will always find the right solution for your individual application in our selection. The comprehensive product portfolio ranges from tried and tested series-produced seals to application-specific one-off designs. Contact us.
Every industry has its special requirements. EagleBurgmann is an internationally leading system provider of sealing technology. Our products and solutions are used successfully around the world.









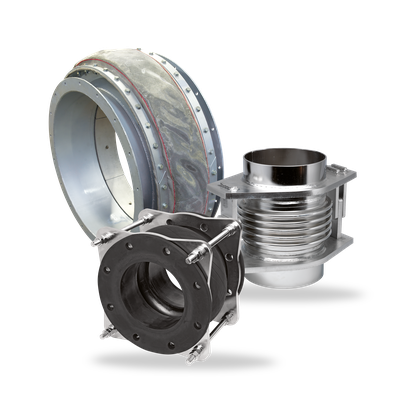
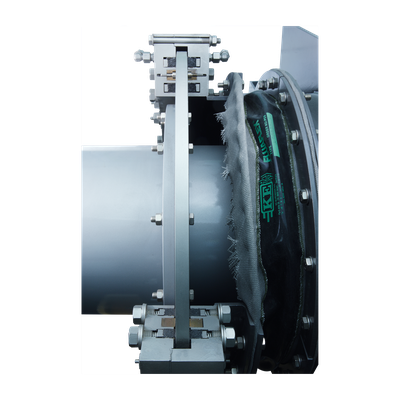
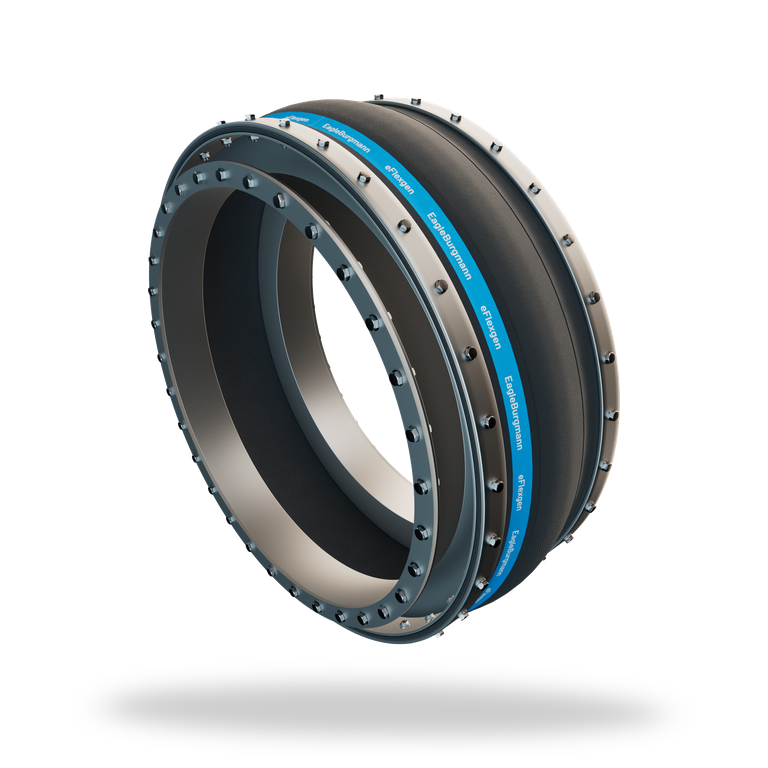
Emission Reduction. Improved Robustness. Improved Performance.
Discover the new eFlexgen Expansion Joint.
Improve your carbon footprint and significantly reduce total cost of ownership. The investment pays off quickly.
We support pharmaceutical manufacturers all the way – as a supplier, as a planning partner, and as a service partner.
The new generation is 100% compatible with the previous MG series and sets new standards in the field of elastomer bellows pump seals.
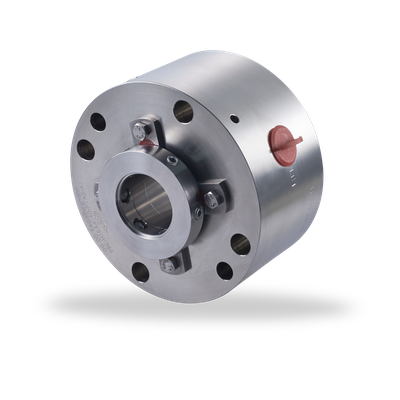
Keeps dry gas seals reliably clean.
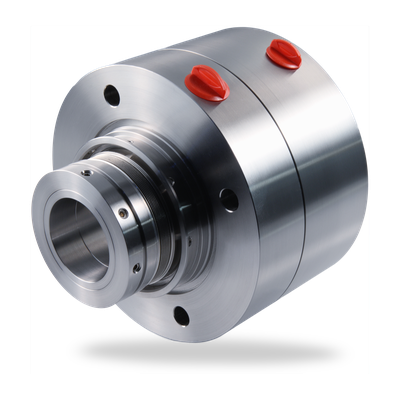
The true all-rounders for stirrers, mixers, kneaders, dryers, and other special machines, can handle every installation situation and also cope well with difficult media.
This new, additively manufactured titanium containment can makes measuring, heating and cooling easier and more precise than ever before.
Each sealing point has different requirements. From the selection of the product, its design, the materials used and the operating mode to tailor-made services. We have been developing individual solutions with our customers for over 125 years. Discover exciting projects and browse through our reference projects.

By means of custom-made PLUG & RUN expansion joints with a more wear-resistant material, EagleBurgmann was able to provide a solution which ideally fulfills the requirements with regard to wear while at the same time significantly reducing the changeover time.

Constantly changing operating conditions place extreme demands on pump seals in the production of antibiotic active ingredients. DiamondFace technology significantly extends the life of seals and enables the reduction of stock costs through rationalization.

Special expansion joints from EagleBurgmann compensate for these position changes and work reliably even under unfavorable conditions such as low temperatures, proximity to the sea and explosive environments.
Check product availability in real time. Create your personal favorites lists. Use your order history to reorder quickly and easily.
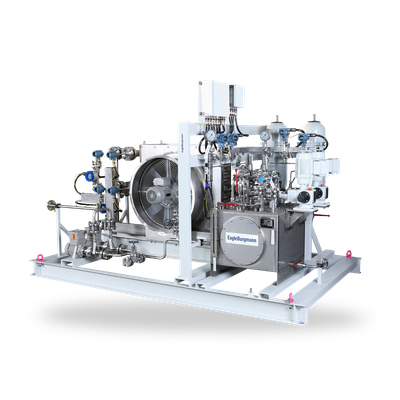
Seals and supply systems for agitator applications. Find out more ...
The best way to meet your needs is to understand your challenges. That’s why we attend the industry’s most important events. Why don’t you stop by? We look forward to meeting you!
EagleBurgmann CobaSeal - Performance under severe conditions. Watch the video now!
Find out more about CobaSeal