INDUSTRY & ENERGY TRANSITION
Profitieren Sie von unserem Dichtungs-Know-how bei Anwendungen mit Wasserstoff,
CCUS, LNG, der Produktion von alternativen Kraftstoffen oder nachhaltigen Kunststoffen
für eine kohlenstoffärmere Zukunft.

Bei uns finden Sie immer die passgenaue Lösung für Ihre individuelle Anwendung. Das umfangreiche Produktportfolio reicht von ausgereiften Seriendichtungen bis zu anwendungsbezogenen Einzelkonstruktionen. Kontaktieren Sie uns.
Jede Industrie hat ihre speziellen Herausforderungen. EagleBurgmann ist einer der international führenden Systemanbieter für Dichtungstechnologie. Unsere Produkte und Lösungen werden weltweit erfolgreich eingesetzt.









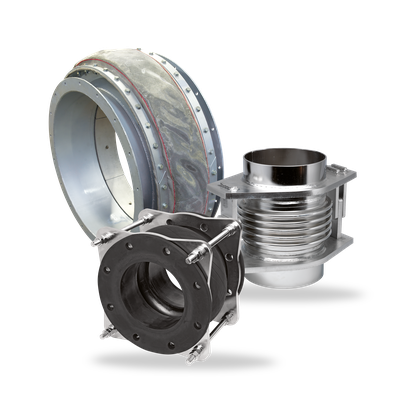
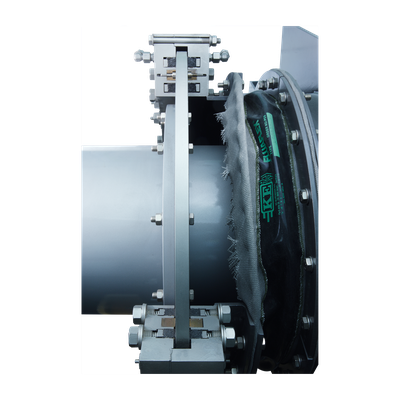
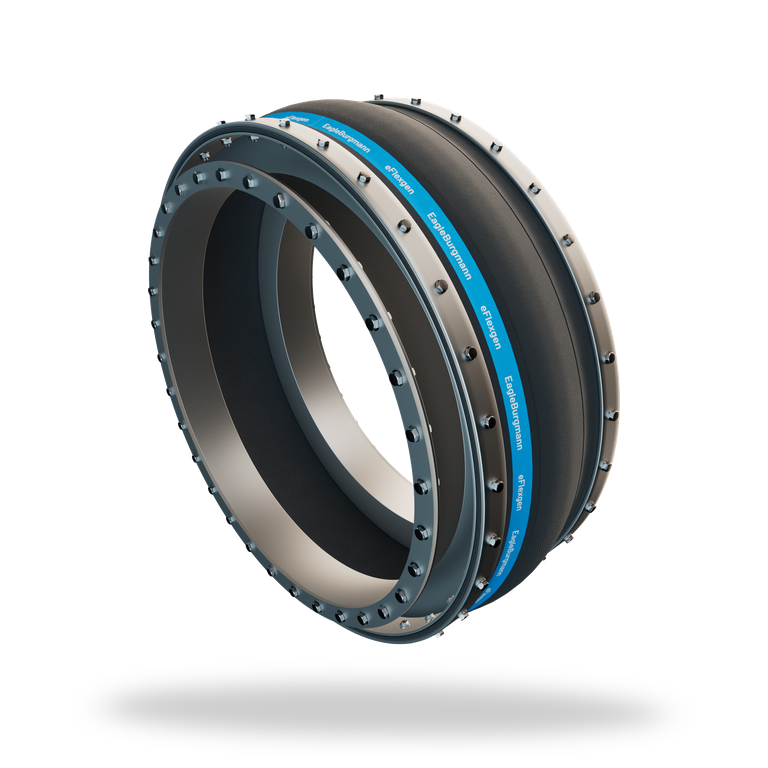
Emissionsreduzierung. Verbesserte Robustheit. Verbesserte Leistung.
Entdecken Sie den neuen eFlexgen Kompensator.
Unsere Zero Emission GLRD verbessert Ihre CO2-Bilanz und senkt die Gesamtbetriebskosten (TCO) beträchtlich. Ihre Investition rechnet sich in kurzer Zeit.
Wir begleiten Pharmaunternehmen auf ganzer Linie – als Technik-Zulieferer, aber auch als Entwicklungs- und Servicepartner.
Die neue Generation ist 100 % kompatibel zur bisherigen MG-Baureihe und setzt neue Standards im Bereich Elastomerbalg-Pumpendichtungen.
Hält Dichtungen verlässlich sauber.
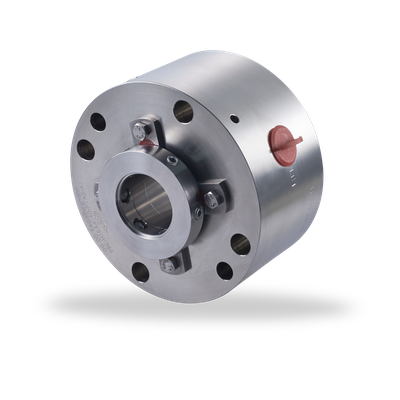
Die wahren Alleskönner für Rührwerke, Mischer, Kneter, Trockner und weitere Sondermaschinen meistern jede Einbausituation und kommen auch mit schwierigen Medien gut zurecht.
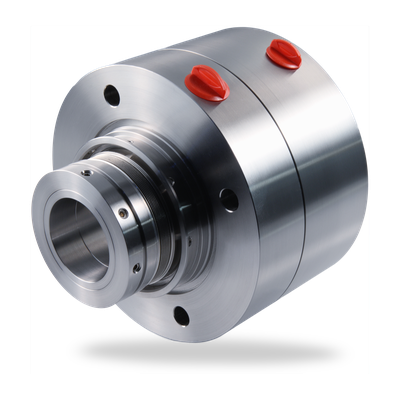
Der neue, additiv gefertigte Titan-Spalttopf von EagleBurgmann macht das Messen, Heizen, Kühlen einfach und präzise wie nie zuvor.
Dank der immens großen und langjährigen Erfahrung in der Dichtungstechnik konnten unser Know-how und unsere Innovationskraft bereits in zahlreichen Projekten auf der ganzen Welt unter Beweis stellen. Erfahren Sie hier, vor welchen spannenden Herausforderungen wir standen und wie wir sie gemeistert haben.

Kundenspezifisch angepasste Metallkompensatoren von EagleBurgmann kompensieren Tankabsetzungen effektiv und zuverlässig und sind darauf ausgerichtet, unter schwierigen Bedingungen fehlerfrei zu funktionieren.

Ständig wechselnde Betriebsbedingungen beanspruchen die Dichtungen von Pumpen in der Produktion von Antibiotika-Wirkstoffen extrem. DiamondFace-Technologie verlängert die Lebenszeit der Dichtungen deutlich und ermöglicht, durch Rationalisierung die Lagerkosten zu senken.

Mit Hilfe kundenspezifisch gefertigter PLUG & RUN Kompensatoren aus einem verschleißfesteren Material konnte EagleBurgmann eine Lösung bereitstellen, die den Anforderungen hinsichtlich des Verschleißes optimal gerecht wird und die Umrüstzeit signifikant reduziert.
Prüfen Sie die Produktverfügbarkeiten in Echtzeit. Erstellen Sie Ihre persönlichen Favoritenlisten. Nutzen Sie Ihre Bestellhistorie, um schnell und einfach nachzubestellen.
Weiter Informationen und Buchung finden Sie hier.
Am Anfang jeder erfolgreichen Zusammenarbeit steht das persönliche Kennenlernen. Deshalb sind wir auf vielen Branchenevents vor Ort. Besuchen Sie uns - wir freuen uns auf das Gespräch!
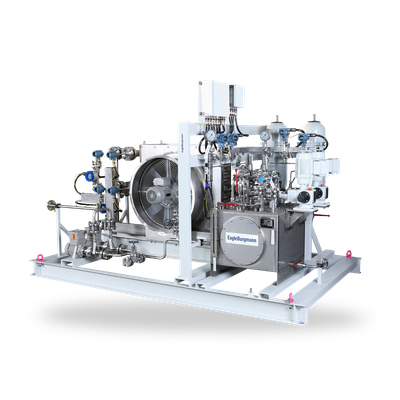
Dichtungen und Versorgungssysteme für Rührwerksanwendungen. Erfahren Sie mehr …